, состоящих из абразивного материала. Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала.")


, реже ПВ, ПР и ПН. Для обдирки листового проката используются подвесные станки.")





 или с выточкой (ПВ).")


 жесткая а) жесткая б) разжимная в) с гидропластом")


 или с выточкой (ПВ).")
 и совершает возвратно-поступательное движение (Sпр). заготовка вращается равномерно (Sкр) и совершает возвратно-поступательное движение (Sпр). В конце хода заготовки шлифовальный круг перемещается на Sп и при сле…")


, передвигая периодически стол на 0,8–0,9 ширины круга (показано штриховой линией). На втором этапе делают …")
 поверхностей. Применяют если необходимо обеспечить правильное взаимное расположение цилиндрических и плоских (торцовых) поверхностей. Шлифуют к…")















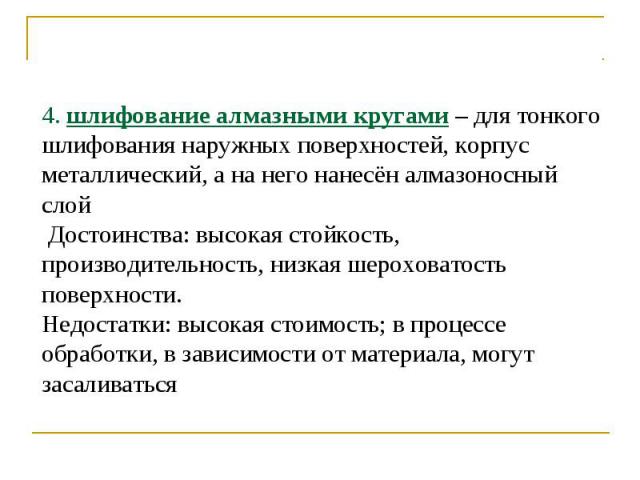
, используют при снятии 0,01..0,03 мм Rа до 0, 025, обычно 0,4. 1. шлифование кругами с графитовыми наполнителями – элект…")









 либо на декоративных элементах (облицовочные части автомобилей). Этим способом получают зеркальный блеск на ответственных частях деталей (дорожки к…")

 соединения деталей, а также получение деталей с высокой точностью (0,001-0,002 мм). Основное назначение притирки – получение герметичного (непроницаемого) соединения деталей, а т…")






Презентация на тему: Абразивная обработка поверхностей вращения

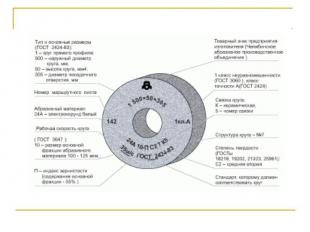

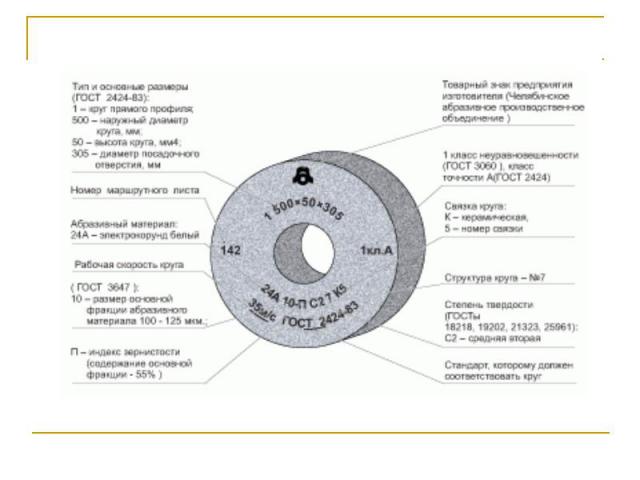
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала. Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала.


Обдирочное применяется в замен лезвийной обработки. Припуск от 1 мм и более на диаметр Обдирочное применяется в замен лезвийной обработки. Припуск от 1 мм и более на диаметр Предварительное шлифование выполняют после токарной обработки Выполняют до термической обработки в качестве промежуточной операции для подготовки поверхности к окончательной обработке. точность 6—9-го квалитета и шероховатость поверхности Ra = 1,2— 2,5 мкм

При обдирочном шлифовании производится снятие больших припусков крупнозернистыми кругами прямого профиля (ПП), реже ПВ, ПР и ПН. Для обдирки листового проката используются подвесные станки.

Окончательным шлифованием достигается точность 5 —6-го квалитета и шероховатость поверхности Ra = 0,2— 1,2 мкм. Окончательным шлифованием достигается точность 5 —6-го квалитета и шероховатость поверхности Ra = 0,2— 1,2 мкм. Тонкое шлифование позволяет получить 5-6 квалитет и применяют главным образом для достижения шероховатости поверхности Ra = 0,025 — 0,1 мкм. Припуск не превышает 0,05—0,1 мм на диаметр. Точное шлифование является наиболее распространённым методом обработки, которое обхватывает (7-8 квалитет 1,6-0,4 Ra).



1 станина 1 станина 2 передняя бабка 3 шлифовальный круг 4 шлифовальная бабка 5 задняя бабка 6 рабочий стол


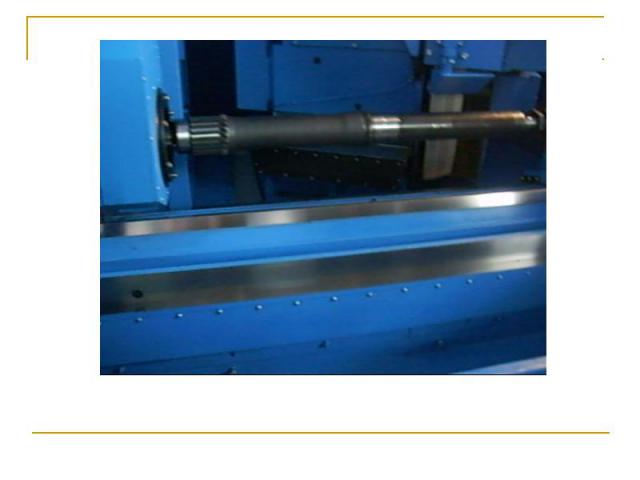
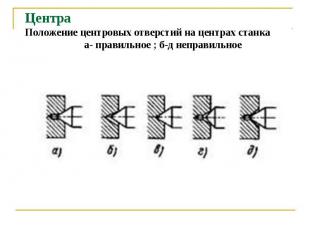
В процессе круглого шлифования деталь вращается в центрах или патроне. Обработка производится периферийной стороной круга. Используются круги прямого профиля (ПП) или с выточкой (ПВ).


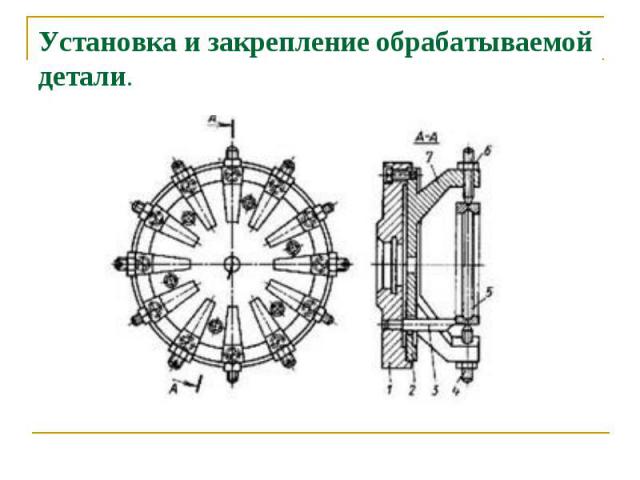
1шток 1шток 2 шпиндель 3 планшайба 4 мембранный диск 5 кулачки 6 обрабатываемая деталь
 жесткая а) жесткая б) разжимная в) с гидропластом")
а) жесткая а) жесткая б) разжимная в) с гидропластом

Следящий люнет предотвращает прогибание вала Следящий люнет предотвращает прогибание вала обеспечивает постоянное положение геометрической оси сокращает время настройки и позволяет автоматизировать процесс шлифования длинных валов.

Двухопорный люнет Двухопорный люнет

В процессе круглого шлифования деталь вращается в центрах или патроне. Обработка производится периферийной стороной круга. Используются круги прямого профиля (ПП) или с выточкой (ПВ).
 и совершает возвратно-поступательное движен")
заготовка вращается равномерно (Sкр) и совершает возвратно-поступательное движение (Sпр). заготовка вращается равномерно (Sкр) и совершает возвратно-поступательное движение (Sпр). В конце хода заготовки шлифовальный круг перемещается на Sп и при следующем ходе срезается слой металла определенной глубины.

Применяют при обработке жестких заготовок в тех случаях, когда ширина шлифуемого участка меньше ширины шлифовального круга. Применяют при обработке жестких заготовок в тех случаях, когда ширина шлифуемого участка меньше ширины шлифовального круга. Круг перемещается с постоянной подачей Sп (в мм/об) до достижения необходимого размера поверхности. Этот же метод используют при шлифовании фасонных поверхностей и кольцевых канавок..

За один проход снимают слой материала на всю необходимую глубину. За один проход снимают слой материала на всю необходимую глубину. На шлифовальном круге формируют конический участок длиной 8–12 мм. В ходе шлифования конический участок удаляет основную часть срезаемого слоя, а цилиндрический участок зачищает обработанную поверхность. Поперечная подача отсутствует.

Процесс шлифования состоит из двух этапов. Процесс шлифования состоит из двух этапов. На первом этапе шлифуют врезанием с подачей Sп (в мм/об), передвигая периодически стол на 0,8–0,9 ширины круга (показано штриховой линией). На втором этапе делают несколько ходов с продольной подачей Sпр для зачистки поверхности при выключенной подаче Sп.

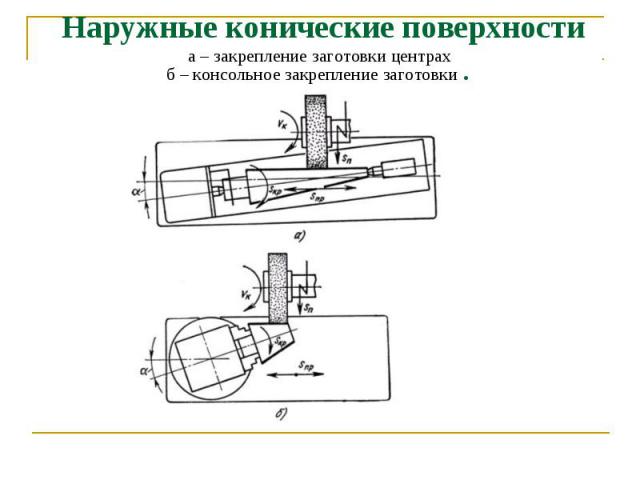
Применяют если необходимо обеспечить правильное взаимное расположение цилиндрических и плоских (торцовых) поверхностей. Применяют если необходимо обеспечить правильное взаимное расположение цилиндрических и плоских (торцовых) поверхностей. Шлифуют коническими участками круга. Цилиндрическую поверхность обрабатывают с периодической подачей Sп на глубину резания. Обработка торцовой поверхности детали заканчивается чаще всего с подачей вручную при плавном подводе заготовки к кругу



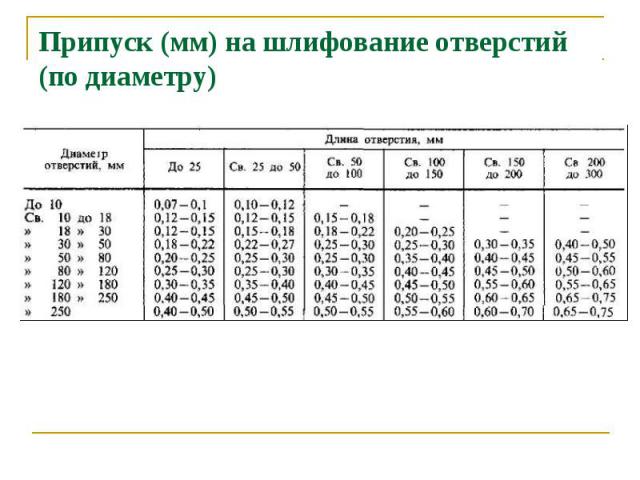
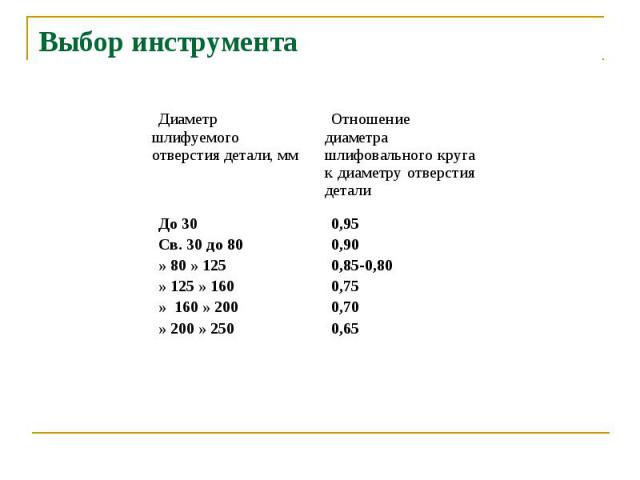
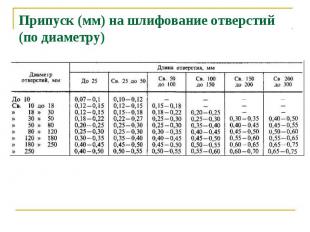
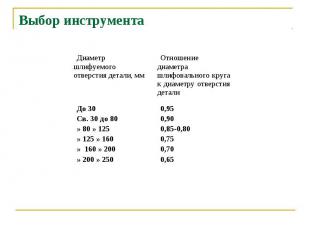
Внутреннее шлифование применяют для получения высокой точности отверстий па заготовках, как правило, прошедших термическую обработку. Внутреннее шлифование применяют для получения высокой точности отверстий па заготовках, как правило, прошедших термическую обработку. Возможно шлифование сквозных, несквозных (глухих), конических и фасонных отверстий. Диаметр шлифовального круга составляет 0,7–0,9 диаметра шлифуемого отверстия. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше диаметр круга.

В серийном и массовом производстве на внутришлифовальных станках обеспечивается обработка с точностью 5—6-го квалитета и параметром шероховатости поверхности Ra = 0,63 ÷ 2,5 мкм. В серийном и массовом производстве на внутришлифовальных станках обеспечивается обработка с точностью 5—6-го квалитета и параметром шероховатости поверхности Ra = 0,63 ÷ 2,5 мкм. При длительном выхаживании достигается параметр шероховатости поверхности Ra = 0,4 мкм.



1 станина 1 станина 2 передняя бабка 3 шлифовальный круг 4 шлифовальная бабка 5 стол 6 панель управления

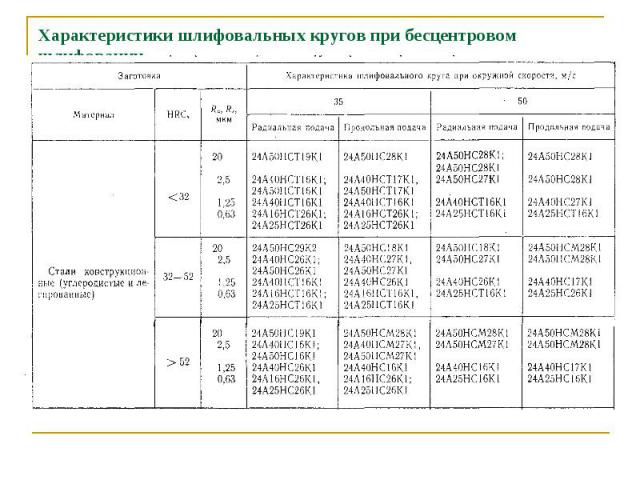
1 круг 1 круг 2 заготовка 3 возвратно-поступательное движение 4 продольная подача 5 ведущий круг 6 ролик 7 опорный ролик
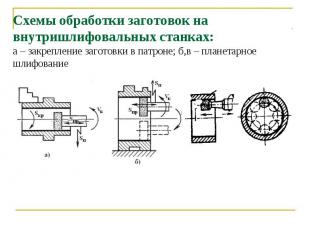

Заготовку закрепляют на столе станка неподвижно. Шлифовальный круг вращается Заготовку закрепляют на столе станка неподвижно. Шлифовальный круг вращается вокруг своей оси вокруг оси отверстия

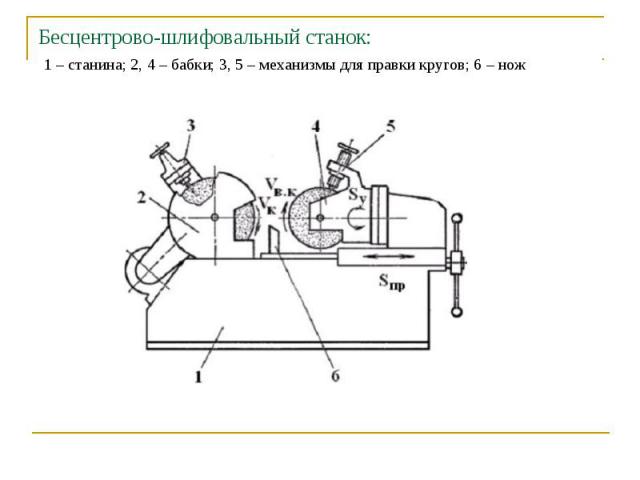
деталь шлифуется и получает вращение без крепления в центрах Ведущий круг придает вращение детали ; скорость вращения в 60-100 раз ниже скорости рабочего круга. базой является обрабатываемая поверхность. Опорой для детали служит нож со скошенным краем


1 станина 1 станина 2 бабка шлифовального круга 3 шлифовальный круг 4 бабка ведущего круга 5 панель управления

С поворотом ведущего круга С поворотом ведущего круга С поворотом направляющей линейки С подвижным ведущим кругом

С магнитной планшайбой С магнитной планшайбой

На трех роликах На трех роликах

преимущества

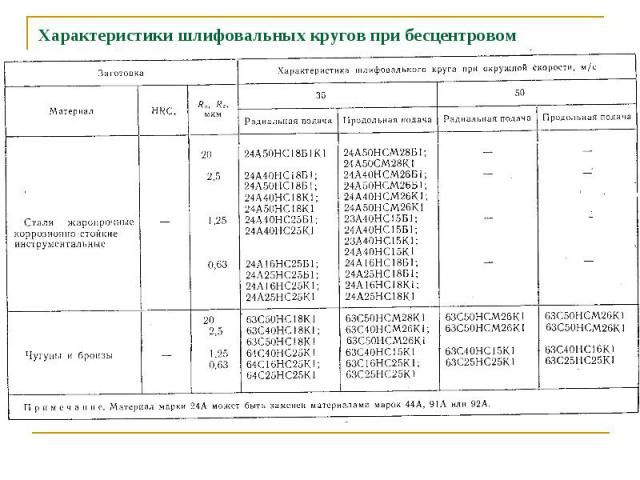
1. шлифование кругами с графитовыми наполнителями – электрокорунд корунд на бакелитовой основе, М28 – зернистость (микропорошки), используют при снятии 0,01..0,03 мм Rа до 0, 025, обычно 0,4. 1. шлифование кругами с графитовыми наполнителями – электрокорунд корунд на бакелитовой основе, М28 – зернистость (микропорошки), используют при снятии 0,01..0,03 мм Rа до 0, 025, обычно 0,4. 2. шлифование гибкими кругами – полирование и доводочные операции, круг в процессе обработки принимает форму детали. Обеспечивает высокую чистоту обрабатываемой поверхности, а так же исправляется точность геометрической формы.

идеально подходят для обработки сварочных швов на: -мягкой стали -нержавеющей стали -углеродистой стали -других трудно поддающимся шлифованию материалах идеально подходят для обработки сварочных швов на: -мягкой стали -нержавеющей стали -углеродистой стали -других трудно поддающимся шлифованию материалах

3. шлифование абразивной лентой – осуществляется либо при свободном натяжении ленты, либо путем ее поджима к обрабатываемой поверхности специальным роликом. 3. шлифование абразивной лентой – осуществляется либо при свободном натяжении ленты, либо путем ее поджима к обрабатываемой поверхности специальным роликом.

Области применения: Области применения: Шлифование и полировка для улучшения качества поверхностей малых, средних и больших заготовок, круглых и фасонных труб; гидравлических, пневматических цилиндров и цилиндров давления; осей, валов и роликов; компонентов двигателей, штампованных и спеченных порошковой формовкой деталей; для сглаживания неровностей и скругления кромок; удаления окалины; покрытия тефлоновыми покрытиями, обработки до и после нанесения покрытий и т.д.


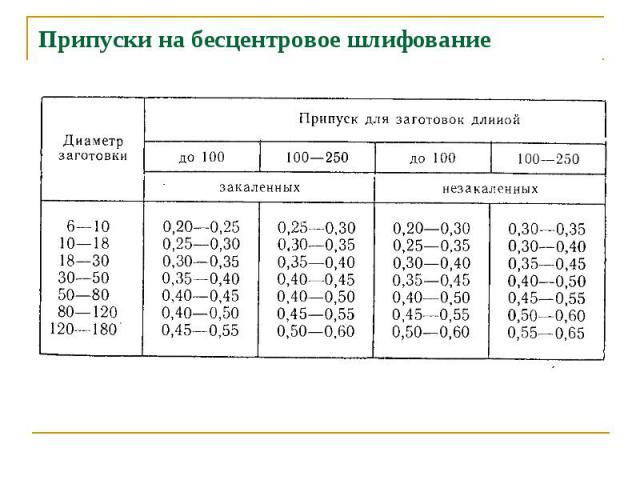
Дает высокую точность обработки: Дает высокую точность обработки: величина припусков при хонинговании не превышает 0,1 – 0,2 мм.


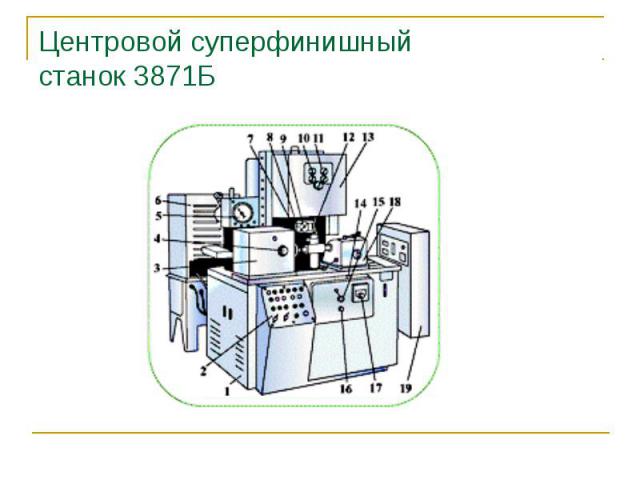
1 станина 1 станина 2 стол 3 пульт управления 4 шпиндель 5 механизм главного движения 6 электродвигатель 7 рукоятки управления




Этим способом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников) либо на декоративных элементах (облицовочные части автомобилей). Этим способом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников) либо на декоративных элементах (облицовочные части автомобилей). Используют полировальные пасты или абразивные зерна, смешанные со смазочным материалом. которые наносят на быстро- вращающиеся эластичные круги (фетровые)или на колеблющиеся щетки.

Один из способов полирования – использование войлочных и матерчатых кругов и головок в сочетании со шлифовальными пастами. Один из способов полирования – использование войлочных и матерчатых кругов и головок в сочетании со шлифовальными пастами. Выбор зернистости пасты зависит от требуемого качества. Для достижения максимального блеска необходимо последовательно менять пасты различной зернистости, начиная с более грубой, в процессе работы не забывая менять и сами полирующие круги.
 соединени")
Основное назначение притирки – получение герметичного (непроницаемого) соединения деталей, а также получение деталей с высокой точностью (0,001-0,002 мм). Основное назначение притирки – получение герметичного (непроницаемого) соединения деталей, а также получение деталей с высокой точностью (0,001-0,002 мм).

этот способ позволяет осуществить механизацию процесса отделочных операций и улучшить условия труда. этот способ позволяет осуществить механизацию процесса отделочных операций и улучшить условия труда. Гидроабразивная суспензия перемещается под давлением с большой скоростью. Частицы абразива ударяются о поверхность заготовки и сглаживают микро- неровности.


Эта струя подвергается воздействию потока сжатого воздуха, который увеличивает скорость истечения суспензии из сопла. Эта струя подвергается воздействию потока сжатого воздуха, который увеличивает скорость истечения суспензии из сопла. В результате такой обработки образуются чистые матовые поверхности, без направленных рисок, характерных для лезвийной обработки материалов.

Операции очистки поверхностей металлических и неметаллических полуфабрикатов от органических и неорганических загрязнений. Операции очистки поверхностей металлических и неметаллических полуфабрикатов от органических и неорганических загрязнений. Ликвидировать центры будущей коррозии, возможностью проведения дефектоскопии поверхности изделия. Удалять покрытия, в т.ч. послойно. Вымывать загрязнения из микротрещин, пор, раковин. Обрабатывать ажурные, тонкостенные детали без остаточных деформаций. Производить декоративную отделку поверхности.

Этим способом можно обрабатывать одновременно большое количество деталей, причем они могут быть разных размеров и форм. Во вращающихся барабанах детали избавляются от всевозможных дефектов, перечисленных выше. Этим способом можно обрабатывать одновременно большое количество деталей, причем они могут быть разных размеров и форм. Во вращающихся барабанах детали избавляются от всевозможных дефектов, перечисленных выше.












